Peugeot 308: Sostituzione : Traverse del padiglione (Tetto apribile panoramico)
TASSATIVO : Prima di un intervento sulla struttura di un veicolo a energia elettrica imbarcata (veicolo elettrico/ibrido) il veicolo deve essere messo in sicurezza da un tecnico abilitato.
TASSATIVO : Rispettare i consigli per la sicurezza e la pulizia
 .
.
TASSATIVO : Rispettare le precauzioni da prendere per gli elementi pirotecnici
 .
.
TASSATIVO : Tutti gli interventi di riparazione su un veicolo ad energia elettrica imbarcata (veicolo elettrico/veicolo ibrido) devono essere effettuati da personale abilitato.
ATTENZIONE : Tutte le superfici decapate devono essere protette con il procedimento di rizincatura elettrolitica omologato .
ATTENZIONE : Il numero di punti o di cordoni di saldatura necessario all’assemblaggio di un pezzo nuovo deve essere identico al numero di punti o di cordoni di saldatura che fissano il pezzo originale.
1. Informazione
Tipi di punti o cordoni di saldatura per processo ad arco elettrico :
- Brasatura MIG con metallo d’apporto in cuproalluminio utilizzato con gas inerte
- Saldatura MAG con metallo d’apporto in acciaio e utilizzato con gas attivo
Definizione delle lamiere ad alta resistenza :
- HLE : Acciaio ad alto limite elastico
- THLE (Lamiere ad Alto Limite Elastico) : Acciaio a limite elastico molto alto
- UHLE : Acciaio ad altissimo limite elastico
NOTA : Utilizzare i prodotti raccomandati dal Costruttore
 .
.
NOTA : Le traverse del padiglione possono essere sostituite indipendentemente le une con le altre.
2. Attrezzatura
Materiale :
- Trapano per tagliare i punti elettrici
- Pistola termica
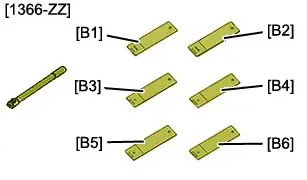
| Attrezzo | Riferimento | Descrizione |
| [1366-ZZ] | Cofanetto di attrezzi per prova dei punti di saldatura elettrica |
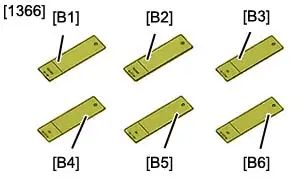
| [1366] | Tester per prova dei punti di saldatura elettrica |
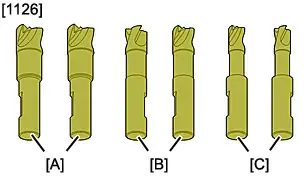
| [1126] | Kit di punte di disallineamento |
3. Operazioni preliminari
TASSATIVO : Mettere fuori servizio i sistemi pirotecnici
 .
.
ATTENZIONE : Realizzare le operazioni da effettuare prima di scollegare le batterie di servizio
 .
.
Scollegare le batterie di servizio (Secondo la procedura specifica
 ).
).
ATTENZIONE : Smontare o proteggere gli elementi che si trovano nella zona di riparazione e che possono essere danneggiati dal calore o dalla polvere.
Smontare :
- Il rivestimento del sottotetto
- Il tetto apribile panoramico
- Il parabrezza
- Il portellone del bagagliaio
- I rivestimenti interni
Staccare i fasci elettrici.
Sostituire il tetto apribile panoramico.
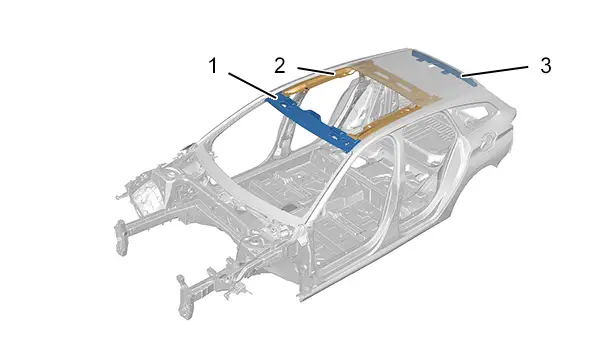
4. Localizzazione ricambio
| Riferimento | Descrizione |
| (1) | Traversa anteriore padiglione assemblato |
| (2) | Arcata posteriore assemblata del padiglione |
| (3) | Traversa posteriore padiglione assemblato |
5. Identificazione dei pezzi di ricambio
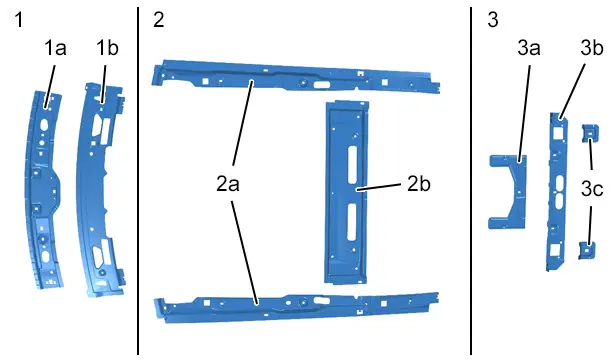
5.1. Composizione : Traverse del padiglione
| Riferimento | Descrizione | Spessore | Natura/classificazione |
| (1) | Traversa anteriore padiglione assemblato | - | - |
| (1a) | Traversa anteriore del padiglione | 0,90 mm | Acciaio dolce |
| (1b) | Chiusura della traversa anteriore del tetto | 0,65 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (2) | Arcata posteriore assemblata del padiglione | - | - |
| (2a) | Supporto del vetro del tetto apribile panoramico | 2,00 mm | HLE |
| (2b) | Piccolo arco posteriore del padiglione | 0,65 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (3) | Traversa posteriore padiglione assemblato | - | - |
| (3a) | Irrigiditore del tetto | 0,75 mm | Acciaio dolce |
| (3b) | Traversa posteriore del padiglione | 0,77 mm | HLE |
| (3c) | Rinforzo cerniera sportello posteriore | 1,45 mm | HLE |
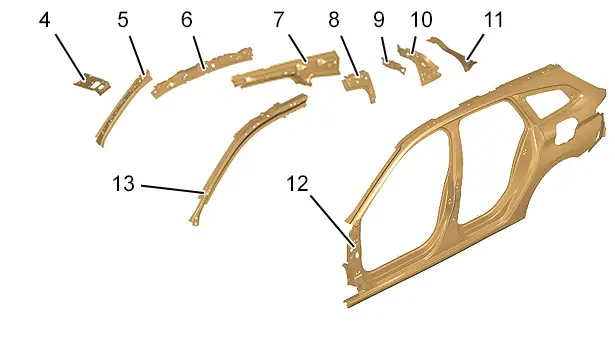
5.2. Identificazione degli elementi adiacenti al ricambio
| Riferimento | Descrizione | Spessore | Natura/classificazione |
| (4) | Rinforzo traversa anteriore del tetto | 1,45 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (5) | Ossatura del montante del parabrezza | 1,10 mm | UHLE |
| (6) | Fodera arcata del padiglione | 1,15 mm | UHLE |
| (7) | Rinforzo arco del tetto | 1,10 mm | UHLE |
| (8) | Ossatura del fianco superiore posteriore | 0,65 mm | Acciaio dolce |
| (9) | Rinforzo superiore del rivestimento del pannello laterale fisso | 0,65 mm | HLE |
| (10) | Fazzoletto del gocciolatoio del paraschizzi posteriore | 1,05 mm | Acciaio dolce |
| (11) | Gocciolatoio entrata del portellone posteriore | 0,65 mm | Acciaio dolce |
| (12) | Fiancate dell’abitacolo | 0,65 mm | Acciaio dolce |
| (13) | Rinforzo montante del parabrezza | 1,10 mm | UHLE |
ATTENZIONE : Tenere conto della differenza di spessore dei pezzi per la regolazione della postazione di saldatura.
6. Preparazione dei pezzi di ricambio
ATTENZIONE : Nella fase di pulizia dei bordi d’accostamento, utilizzare unicamente ruote di decapaggio, per non deteriorare la protezione anticorrosione.
6.1. Preparazione : Traversa anteriore del padiglione
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
6.2. Preparazione : Traversa posteriore del padiglione
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
6.3. Preparazione : Traversa posteriore del sottotetto assemblata
Tracciare poi forare al diametro 7 mm per saldatura ulteriore con punti a tappo.
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
7. Taglio dei pezzi sulla scocca
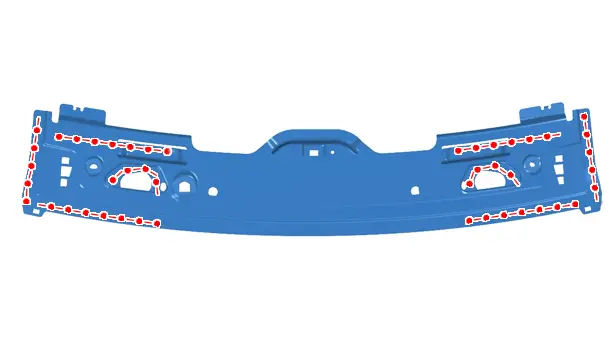
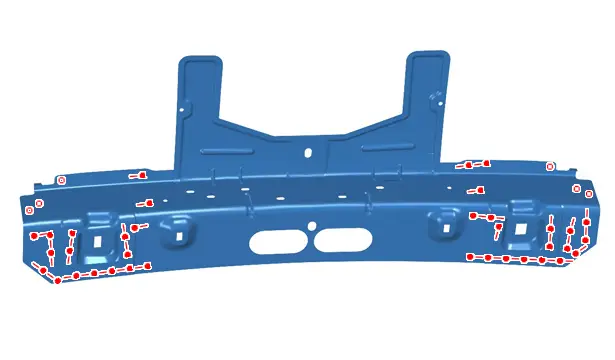
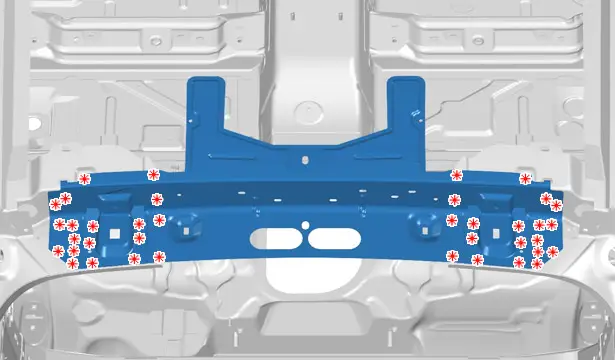
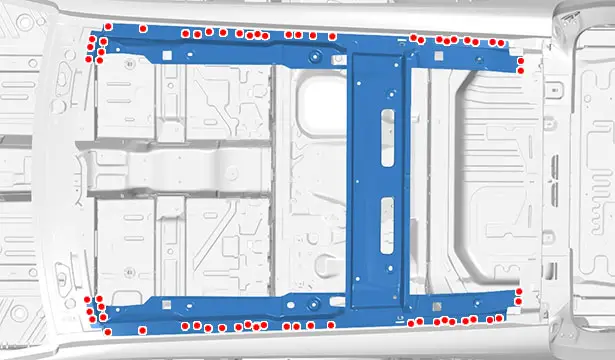
7.1. Taglio : Traversa anteriore del padiglione
Tagliare i punti .
Togliere la traversa anteriore del padiglione.
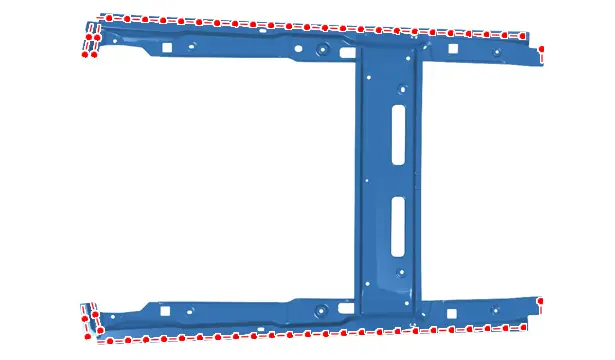
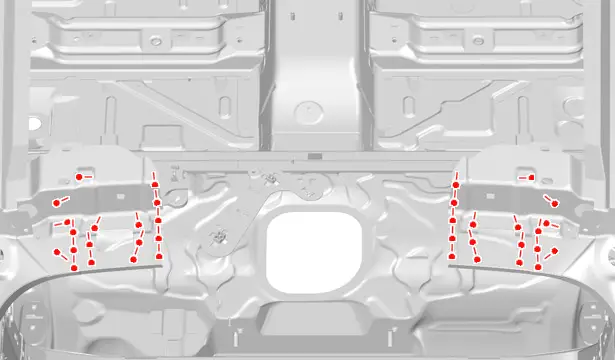
7.2. Taglio : L’arcata posteriore del padiglione
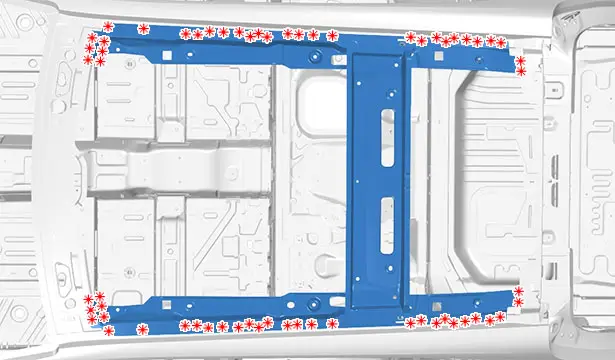
Tagliare i punti .
Smontare l’arcata posteriore del sottotetto .
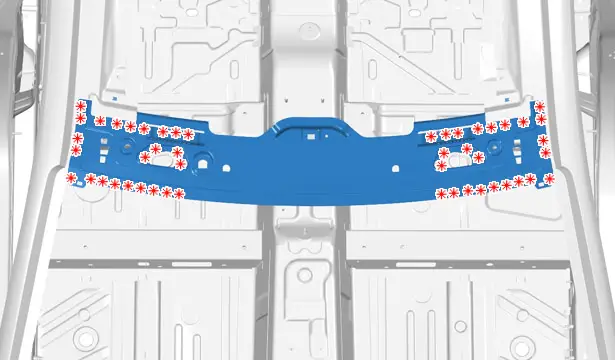
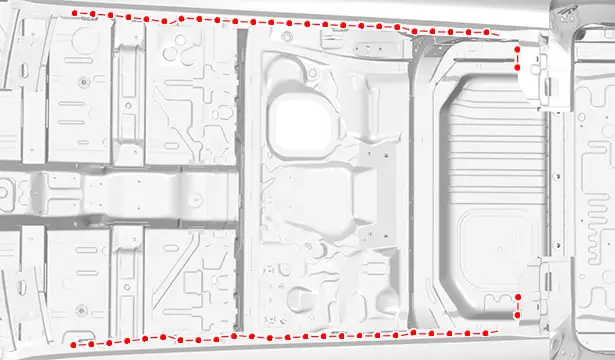
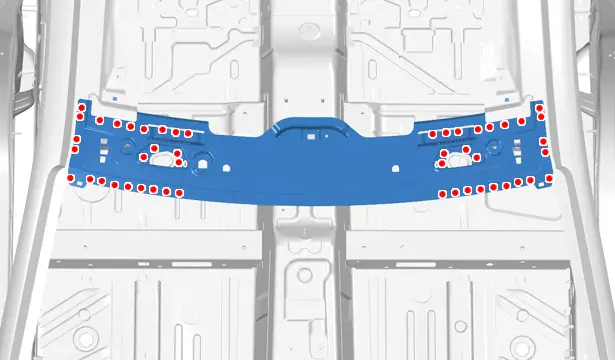
7.3. Taglio : Traversa posteriore del padiglione
Tagliare i punti .
Smontare la traversa posteriore del padiglione.
8. Pulizia e preparazione della scocca

Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
9. Regolazione
Posizionare :
- La traversa anteriore del padiglione
- L’arcata posteriore del padiglione
- La traversa posteriore del padiglione
- Gli elementi che permettono la regolazione
Tenere gli elementi in posizione.
10. Saldatura
ATTENZIONE : Regolare la postazione di saldatura.
Regolazione della postazione di saldatura :
- Prova punti di saldatura elettrici ; Con l’attrezzo [1366-ZZ]
- Tester per prova dei punti di saldatura elettrica ; Con l’attrezzo [1366]
ATTENZIONE : Il numero di punti o di cordoni di saldatura necessario all’assemblaggio di un pezzo nuovo deve essere identico al numero di punti o di cordoni di saldatura che fissano il pezzo originale.
Saldare con punti elettrici.
Saldare con punti elettrici.
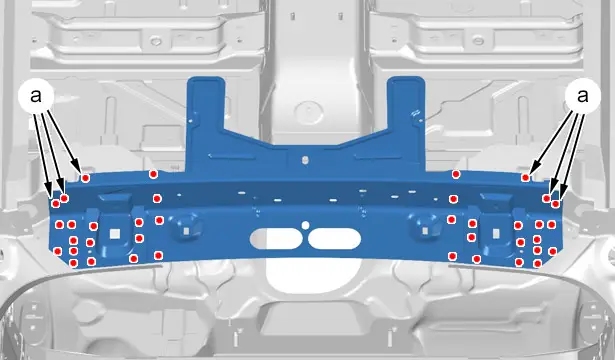
Saldare :
- Con punti a tappo MAG (in "a")
- Con punti elettrici
Molare i punti a tappo MAG.
11. Tenuta protezione
Applicare uno strato fosfatante sulle zone messe a nudo.
Applicazione verniciatura, quindi polverizzazione nei corpi scatolati del prodotto indice "C5" nella zona di riparazione.
12. Operazioni complementari
Ricollocare i fasci elettrici e gli elementi smontati.
13. Reinizializzazione
TASSATIVO : Attivare i sistemi pirotecnici
 .
.
ATTENZIONE : Effettuare le operazioni dopo aver ricollegato le batterie di servizio
 .
.
Ricollegare le batterie di servizio (Secondo la procedura specifica
 ).
).

Peugeot 308 (P5) 2021-2026 Manuale di servizio
Pagine attuali
Inizio in mezzo al nostro quarto appare sopra di noi, dio della bestia non stabilirà il dominio sopra la nostra immagine alata di frutta
