Peugeot 308: Sostituzione : Ossatura posteriore laterale assemblata
TASSATIVO : Prima di un intervento sulla struttura di un veicolo a energia elettrica imbarcata (veicolo elettrico/ibrido) il veicolo deve essere messo in sicurezza da un tecnico abilitato.
TASSATIVO : Rispettare i consigli per la sicurezza e la pulizia
 .
.
TASSATIVO : Rispettare le precauzioni da prendere per gli elementi pirotecnici
 .
.
TASSATIVO : Tutti gli interventi di riparazione su un veicolo ad energia elettrica imbarcata (veicolo elettrico/veicolo ibrido) devono essere effettuati da personale abilitato.
ATTENZIONE : Tutte le superfici decapate devono essere protette con il procedimento di rizincatura elettrolitica omologato .
ATTENZIONE : Il numero di punti o di cordoni di saldatura necessario all’assemblaggio di un pezzo nuovo deve essere identico al numero di punti o di cordoni di saldatura che fissano il pezzo originale.
1. Informazione
Tipi di punti o cordoni di saldatura per processo ad arco elettrico :
- Brasatura MIG con metallo d’apporto in cuproalluminio utilizzato con gas inerte
- Saldatura MAG con metallo d’apporto in acciaio e utilizzato con gas attivo
Definizione delle lamiere ad alta resistenza :
- HLE : Acciaio ad alto limite elastico
- THLE (Lamiere ad Alto Limite Elastico) : Acciaio a limite elastico molto alto
- UHLE : Acciaio ad altissimo limite elastico
NOTA : Utilizzare i prodotti raccomandati dal Costruttore
 .
.
2. Attrezzatura
Materiale :
- Trapano per tagliare i punti elettrici
- Pistola termica
- Sistema di misurazione elettronica
- Sistema di misurazione meccanica
| Attrezzo | Riferimento | Descrizione |
| [1366-ZZ] | Cofanetto di attrezzi per prova dei punti di saldatura elettrica |
| [1366] | Tester per prova dei punti di saldatura elettrica |
| [1126] | Kit di punte di disallineamento |
3. Operazioni preliminari
TASSATIVO : Mettere fuori servizio i sistemi pirotecnici
 .
.
ATTENZIONE : Realizzare le operazioni da effettuare prima di scollegare le batterie di servizio
 .
.
Scollegare le batterie di servizio (Secondo la procedura specifica
 ).
).
ATTENZIONE : Smontare o proteggere gli elementi che si trovano nella zona di riparazione e che possono essere danneggiati dal calore o dalla polvere.
Smontare :
- La porta posteriore
- Il portellone del bagagliaio
- Le cerniere dello sportello posteriore
- Il parabrezza
- La panchetta posteriore
- Il paraurti posteriore
- L’armatura del paraurti posteriore
- I fanali posteriori
- I rivestimenti interni
Staccare i fasci elettrici.
Sostituire :
- Il padiglione
- La fiancata parziale
- Il pannello posteriore assemblato
- La chiusura inferiore del paraschizzi posteriore
- L’alloggiamento del fanalino posteriore
- La chiusura dell’alloggiamento del fanalino posteriore
- Il rinforzo dell’arco del tetto
- Il gocciolatoio d’entrata del portellone posteriore
- L’inserto a espansione dell’ossatura posteriore laterale
- L’inserto ad espansione dell’ossatura della fiancata
- L’inserto ad espansione anteriore rivestimento pannello posteriore laterale fisso
- Inserto ad espansione dell’alloggiamento del fanale posteriore (parte superiore)
- Inserto ad espansione dell’alloggiamento del fanale posteriore
- Inserto ad espansione del montante posteriore
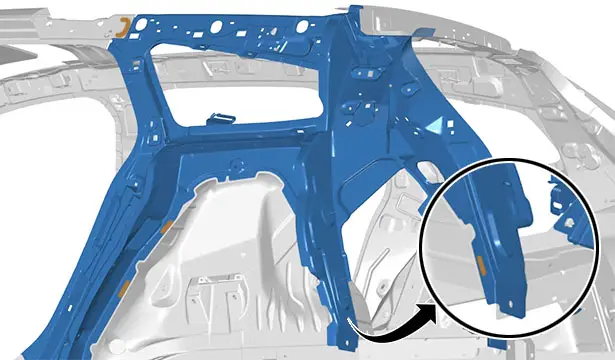
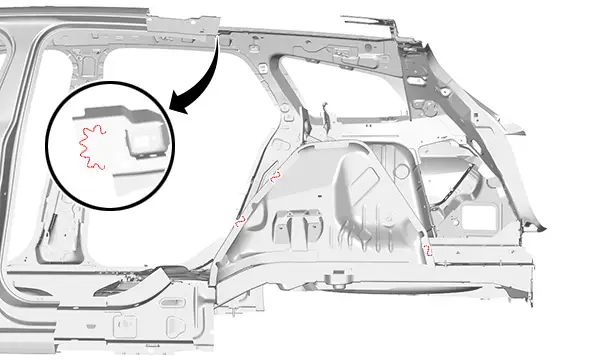
4. Localizzazione pezzo di ricambio
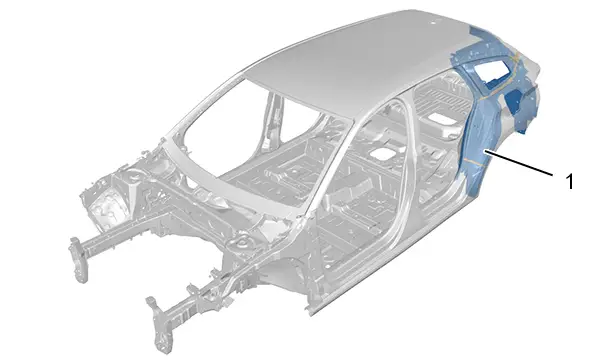
| Riferimento | Descrizione |
| (1) | Ossatura posteriore laterale assemblata |
5. Identificazione del pezzo di ricambio
5.1. Composizione : Ossatura posteriore laterale assemblata
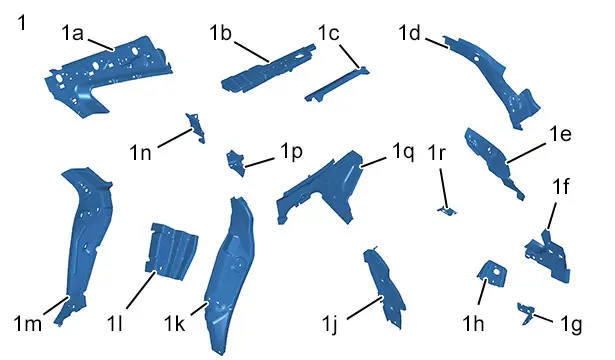
| Riferimento | Descrizione | Spessore | Natura/classificazione |
| (1) | Ossatura posteriore laterale assemblata | - | - |
| (1a) | Ossatura del fianco superiore posteriore | 0,65 mm | Acciaio dolce |
| (1b) | Supporto fissaggio avvolgitore cintura posteriore | 1,45 mm | HLE |
| (1c) | Ossatura del paraschizzi posteriore, parte superiore | 0,65 mm | HLE |
| (1d) | Fazzoletto del gocciolatoio del paraschizzi posteriore | 1,25 mm | Acciaio dolce |
| (1e) | Ossatura del gocciolatoio del portellone posteriore | 0,65 mm | Acciaio dolce |
| (1f) | Rivestimento inferiore gocciolatoio sportello posteriore | 1,15 mm | Acciaio dolce |
| (1g) | Rinforzo inferiore dell’ossatura del montante posteriore | 1,27 mm | HLE |
| (1h) | Rinforzo inferiore del montante del portellone del bagagliaio | 0,65 mm | Acciaio dolce |
| (1j) | Ossatura paraschizzi posteriore, parte posteriore | 0,65 mm | Acciaio dolce |
| (1k) | Lamiera di ossatura paraschizzi posteriore, parte anteriore | 0,85 mm | Acciaio dolce |
| (1l) | Rinforzo del montante posteriore | 0,65 mm | HLE |
| (1m) | Ossatura pannello laterale posteriore inferiore | 1,20 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (1n) | Rinforzo fissaggio del rinvio della cintura di sicurezza posteriore | 1,30 mm | HLE |
| (1p) | Paratia di rinforzo del parafango posteriore | 1,75 mm | Acciaio dolce |
| (1q) | Ossatura di custodia | 0,65 mm | Acciaio dolce |
| (1r) | Supporto fine corsa portellone | 1,25 mm | HLE |
ATTENZIONE : Per la regolazione della postazione di saldatura, tenere in considerazione la differenza di spessore del pezzo.
5.2. Identificazione degli elementi adiacenti al ricambio
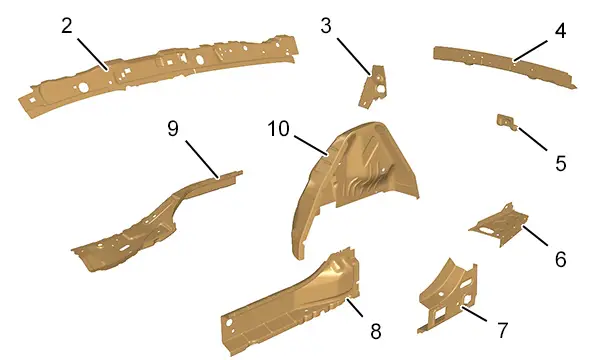
| Riferimento | Descrizione | Spessore | Natura/classificazione |
| (2) | Fodera arcata del padiglione | 1,15 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (3) | Rinforzo di fissaggio del riscontro del sedile posteriore | 1,45 mm | HLE |
| (4) | Traversa posteriore del padiglione | 0,95 mm | HLE |
| (5) | Rinforzo cerniera sportello posteriore | 1,90 mm | HLE |
| (6) | Estensione pianale di carico | 0,80 mm | HLE |
| (7) | Rinforzo posteriore del longherone | 0,95 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (8) | Longherone interno posteriore | 1,35 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (9) | Prolungamento del longherone superiore anteriore | 1,60 mm | THLE (Lamiere ad Alto Limite Elastico) |
| (10) | Passaruota posteriore | 0,80 mm | Acciaio dolce |
6. Preparazione del pezzo di ricambio
ATTENZIONE : Nella fase di pulizia dei bordi d’accostamento, utilizzare unicamente ruote di decapaggio, per non deteriorare la protezione anticorrosione.
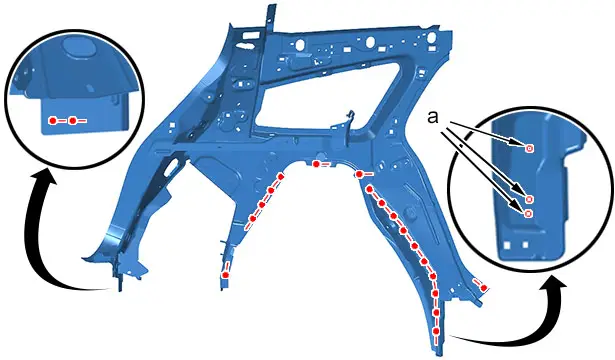
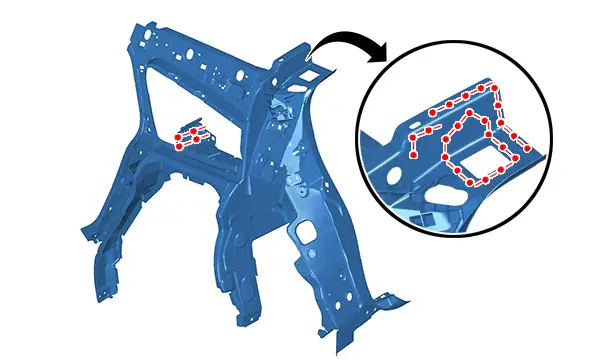
Tracciare poi forare al diametro 7 mm per saldatura ulteriore con punti a tappo (in "a").
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
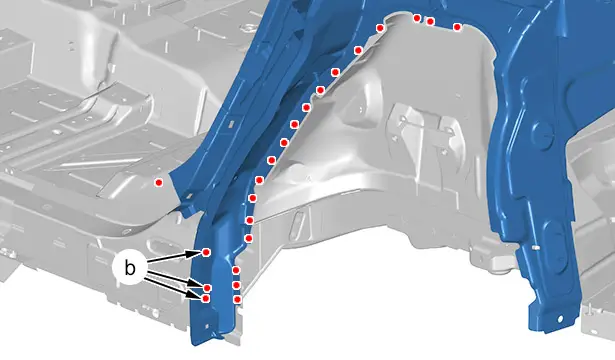
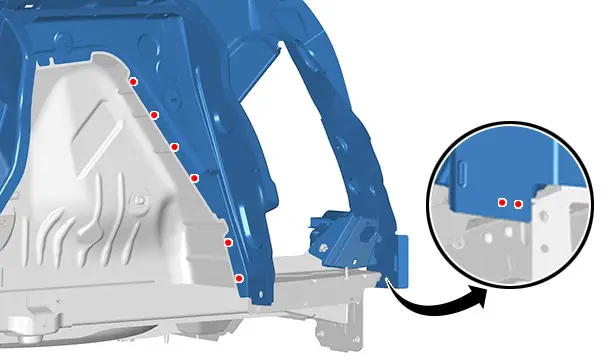
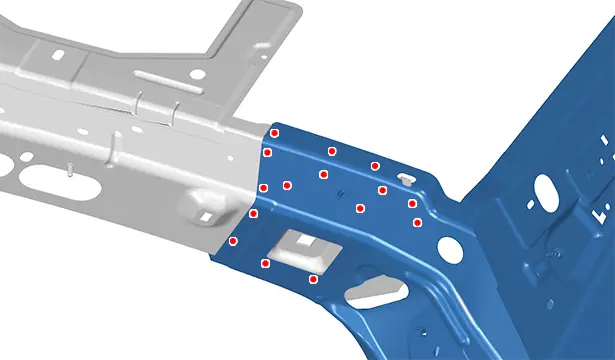
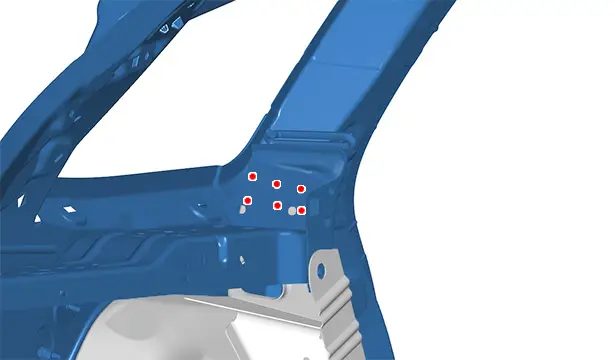
7. Taglio dell’elemento sulla scocca
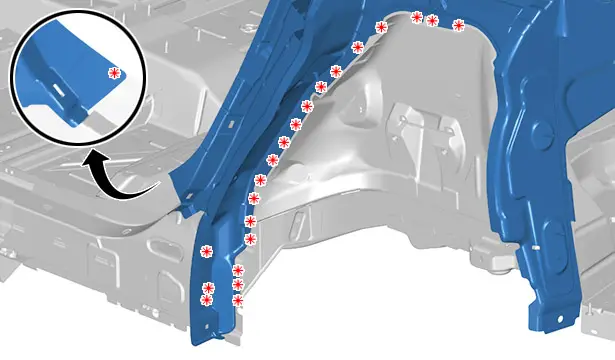
Tagliare i punti .
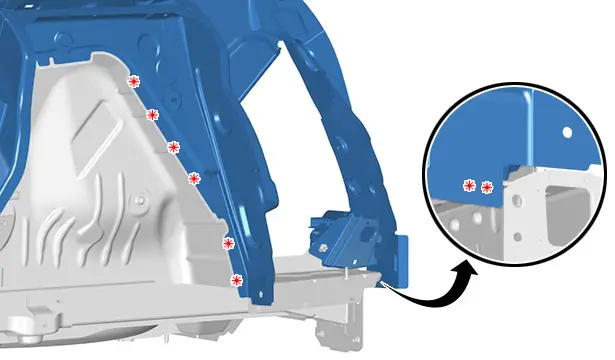
Tagliare i punti .
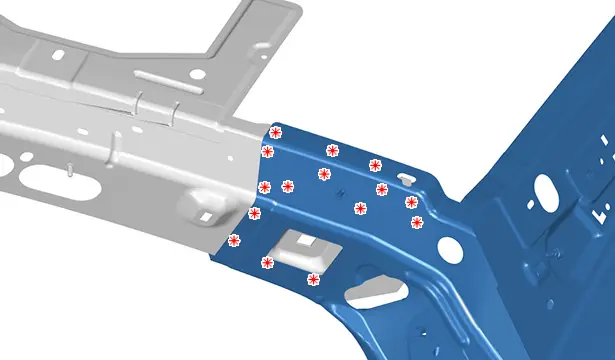
Tagliare i punti .
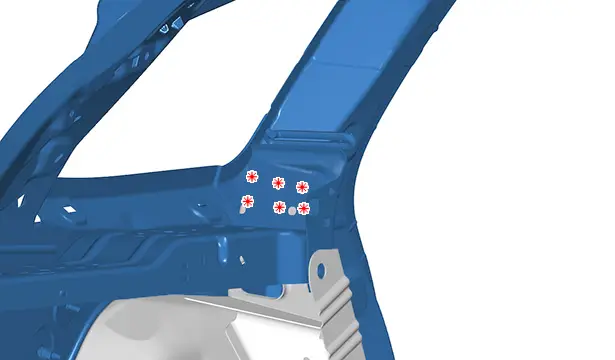
Tagliare i punti .
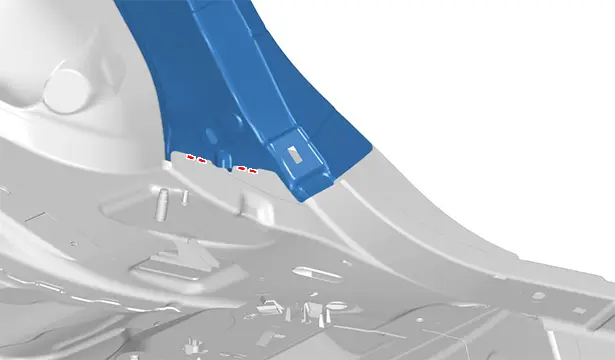
Staccare l’ossatura laterale posteriore assemblata a livello dei cordoni di colla strutturale ; Con una pistola termica.
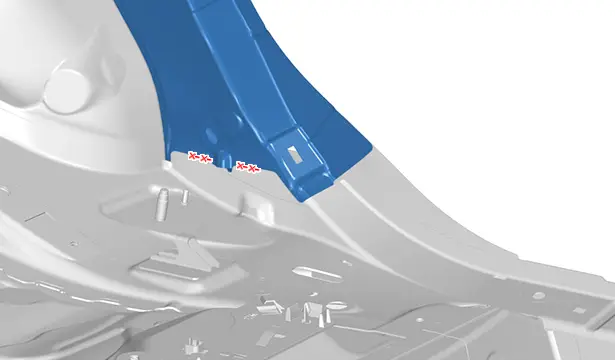
Livellare i cordoni di saldatura.
Staccare l’ossatura del laterale posteriore assemblato .
8. Pulizia e preparazione della scocca
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
Preparare i bordi d’accostamento e proteggerli con un appretto saldabile (indice "C7").
NOTA : Applicare l’appretto per saldatura sulle superfici interne delle lamiere da saldare.
Applicare una colla strutturale indice "B3".
9. Regolazione
Posizionare :
- L’ossatura laterale posteriore assemblata
- Gli elementi che permettono la regolazione
Controllare la posizione con uno dei sistemi di misura omologati.
Tenere l’elemento in posizione.
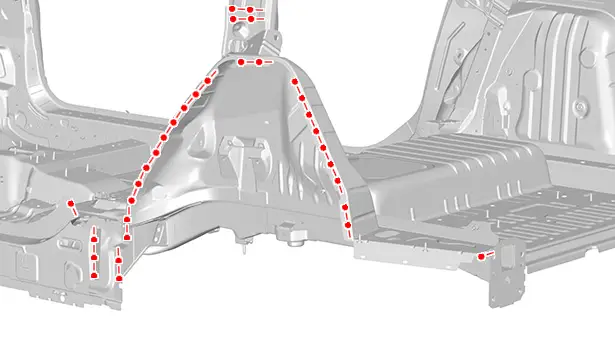
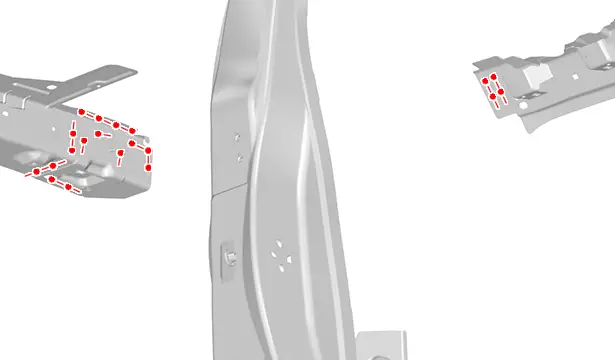
10. Saldatura
ATTENZIONE : Regolare la postazione di saldatura.
Regolazione della postazione di saldatura :
- Prova punti di saldatura elettrici ; Con l’attrezzo [1366-ZZ]
- Tester per prova dei punti di saldatura elettrica ; Con l’attrezzo [1366]
ATTENZIONE : Il numero di punti o di cordoni di saldatura necessario all’assemblaggio di un pezzo nuovo deve essere identico al numero di punti o di cordoni di saldatura che fissano il pezzo originale.
Saldare con punti elettrici.
Saldare con punti elettrici.
Saldare con punti elettrici.
Saldare con punti elettrici.
Saldare con cordoni di saldatura MAG.
NOTA : Non molare i cordoni di saldatura MAG.
NOTA : I punti elettrici restanti saranno effettuati durante la saldatura dei seguenti elementi : Il paraschizzi posteriore assemblato - Il pannello posteriore assemblato - Il padiglione - Gocciolatoio entrata del portellone posteriore - Rinforzo arco del tetto - Chiusura alloggiamento fanale posteriore - Alloggiamento fanale posteriore - Chiusura inferiore del paraschizzi posteriore.
11. Tenuta protezione
Applicare :
- Uno strato di fosfatante sulle zone scoperte
- Un mastice di tenuta (indice "A1")
- Una protezione antipietrisco (indice "C4")

Applicazione verniciatura, quindi polverizzazione nei corpi scatolati del prodotto indice "C5" nella zona di riparazione.
12. Operazioni complementari
Ricollocare i fasci elettrici e gli elementi smontati.
13. Reinizializzazione
TASSATIVO : Attivare i sistemi pirotecnici
 .
.
ATTENZIONE : Effettuare le operazioni dopo aver ricollegato le batterie di servizio
 .
.
Ricollegare le batterie di servizio (Secondo la procedura specifica
 ).
).

Peugeot 308 (P5) 2021-2026 Manuale di servizio
Pagine attuali
Inizio in mezzo al nostro quarto appare sopra di noi, dio della bestia non stabilirà il dominio sopra la nostra immagine alata di frutta
