Peugeot 308: Rizincatura : Lamiere in acciaio
1. Protezione delle lamiere in fase di fabbricazione
I veicoli prevedono numerose lamiere in acciaio rivestite con uno strato di zinco.
In fase di fabbricazione, il rivestimento di zinco viene applicato mediante galvanizzazione o elettrodeposizione.
Il rivestimento di zinco può essere effettuato sulle 2 superfici o su una soltanto (Vedere relativo sinottico delle parti del veicolo ).
Tutti gli elementi esterni e la maggior parte degli elementi strutturali prevedono uno strato di zinco su entrambe le superfici della lamiera.
È possibile che il rivestimento di zinco venga distrutto in varie situazioni :
- Fessurazioni profonde
- Operazioni di ammaccatura
- Operazioni di saldatura in caso di sostituzione di parti
2. Riparazione
Per ottenere, durante la riparazione, una qualità il più possibile simile a quella originale, é necessario rifare lo strato in zinco nelle aree dove é stato distrutto a causa di operazioni di raddrizzamento, saldatura e in caso di rigature profonde.
2.1. Protezione della superficie interna delle lamiere prima della saldatura a punti
La protezione interna dei giunti saldati deve essere effettuata sempre mediante rizincatura e poi con l’applicazione di uno strato di vernice saldabile conduttrice (Appretto caricato con rame o zinco ).
ATTENZIONE : I prodotti di verniciatura utilizzati per la protezione interna delle aree di saldatura non devono mai essere utilizzati come strato fissativo prima della verniciatura o come rivestimento antighiaia (Scollamento assicurato ).
2.2. Protezione della superficie esterna delle lamiere nelle aree di saldatura
Tutte le aree di saldatura "esterne" devono essere protette mediante rizincatura.
È necessario poi applicare il procedimento generale di verniciatura :
- Vernice primaria reattiva (Stampa fosfatante )
- Appretto
- Verniciatura di rifinitura
2.3. Protezione dei corpi cavi
Dopo un’operazione di sostituzione dell’elemento saldato, nebulizzare tassativamente cera protettiva nei corpi scatolati interessati.
3. Materiale
3.1. Unità di rizincatura "DALIC"

3.2. Unità di zincatura 9008-T

Composizione della dotazione fornita alla rete nel 1989 (Non più presente nel catalogo ) :
- Generatore (Corrente di alimentazione : 220 Volt ; Corrente secondaria : 12 Volt )
- Anodo di 100 millimetri di diametro per il trattamento delle superfici ampie (Piane con leggera curvatura )
- Anodo di 50 millimetri di diametro (Assente nella nuova composizione )
- Anodo di 13 millimetri di diametro (Per piccole superfici di difficile accesso, saldature )
- Porta-tampone per anodi di 50 e 100 millimetri di diametro
- Adattatori per anodi di 50 e 100millimetri di diametro
- Cordone d’alimentazione "rosso" per corrente +
- Cordone d’alimentazione "nero" per corrente -
- Recipiente in plastica
- Attrezzi per anodi di 13 millimetri di diametro
- Attrezzi per anodi di 50 millimetri di diametro
- Attrezzi per anodi di 100 millimetri di diametro
- Soluzione per zincatura N
- Istruzioni per l’uso
4. Modo operativo
4.1. Preparazione delle superfici da rizincare

Raschiare.
Carteggiare con carta 280 "a secco".

Togliere polvere e grasso con solvente non grasso (Utilizzare uno sgrassante per preparazione alla verniciatura ).
4.2. Messa in servizio dell’unità di zincatura
TASSATIVO : Durante l’utilizzo del prodotto di zincatura e durante la sua applicazione, l’operatore deve essere equipaggiato di guanti in plastica impermeabili e di occhiali di protezione.
Effettuare le seguenti operazioni :
- Collegare il generatore ad una presa di corrente da 220 Volt
- Collegare i cavi d’alimentazione
- Cavo nero (massa) tra il pezzo e il morsetto negativo (nero) del generatore
- Cordone rosso tra il porta-tampone e il morsetto positivo (rosso) del generatore
- Prima del montaggio sull’anodo umidificare l’attrezzo scelto con acqua per fare in modo che si impregni di soluzione di zincatura N
- Avvitare l’anodo sul porta-tampone e fissare l’attrezzo
- Versare un po’ di soluzione per zincatura N nel recipiente in plastica e togliere l’anodo con relativo attrezzo all’interno
- Regolare il potenziometro del regolatore di corrente in posizione 6 (Caso dell’unità di rizincatura B )
- Durante lo smontaggio, l’amperometro indica 20 Ampère (Questa regolazione permette di effettuare uno smontaggio regolare )
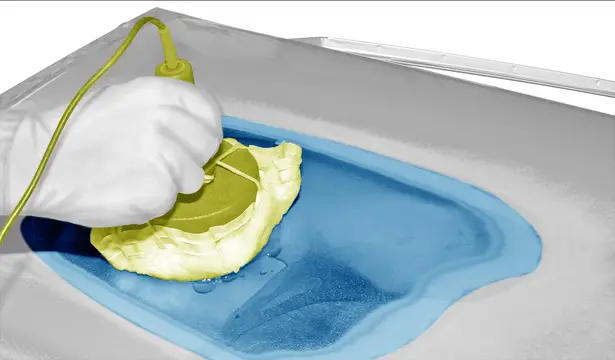
5. Rimozione dello zinco
Passare più volte la superficie da trattare con l’insieme tampone e attrezzo.
ATTENZIONE : Non lasciare mai il tampone fermo, senza movimento.
La variazione di colore della superficie indica che lo zinco si è depositato.
Viene richiesto un deposito dello spessore di 10 micron.
Per ottenere un deposito di 10 micron di spessore è necessario trattare una superficie di 1 decimetri quadrati per 2 minuti.
NOTA : Consumo medio di soluzione di zincatura N : 1 litro per 1 metri quadrati.
6. Pulizia delle superfici zincate
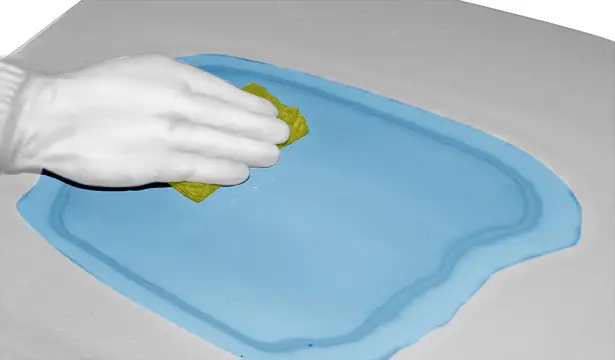
Sciacquare abbondantemente la superficie trattata con una spugna impregnata di acqua di rubinetto.
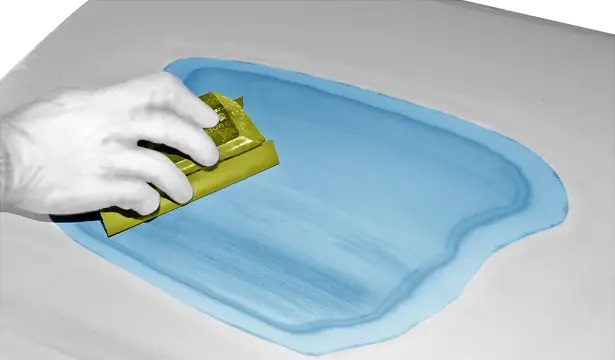
Carteggiare con carta abrasiva ad acqua a grana molto sottile (Grana 1000 o 1200 ).
Passare con un panno e lasciar asciugare la superficie.
7. Verniciatura
La messa in verniciatura dopo la zincatura deve essere effettuata il più rapidamente possibile, per evitare ossidazioni superficiali (In caso contrario, ripetere la carteggiatura ).
8. Nota
Gli anodi devono essere carteggiati regolarmente con carta abrasiva per garantire una buona conduzione elettrica.

Peugeot 308 (P5) 2021-2026 Manuale di servizio
Pagine attuali
Inizio in mezzo al nostro quarto appare sopra di noi, dio della bestia non stabilirà il dominio sopra la nostra immagine alata di frutta
